С профессиональной точки зрения, качество профилированного бруса определяется не удобством для строителей, а его эксплуатационными характеристиками. Выбор материала, ориентированный только на упрощение монтажа (например, брус естественной влажности с «финским профилем» без шипов) или на удешевление производства (брус с прямой чашкой), часто ведет к компромиссу в долговечности и энергоэффективности дома. Главный критерий — это интересы будущего владельца, которому нужен теплый, надежный и эстетичный дом.
Ключевые признаки качественного профилированного бруса
Чтобы сделать осознанный выбор, необходимо оценить материал по нескольким важным параметрам.
Нормативная база и контроль. Производитель должен работать по утвержденным Техническим Условиям (ТУ), которые предъявляют четкие требования к геометрии и качеству древесины. Идеально, если эти ТУ строже или соответствуют ГОСТ 8486-86 «Пиломатериалы хвойных пород». Наличие такой документации — признак ответственного подхода.
Качество сырья. Лучший брус изготавливается из хвойных пород (сосна, ель), заготовленных в северных регионах с холодным климатом (Коми, Урал, Архангельская область). Древесина оттуда более плотная и устойчивая. Лиственницу целесообразно использовать только для нижних венцов, подверженных влаге, так как она хуже держит тепло и дороже. Важен и сезон заготовки: работа с древесиной при минусовых температурах («зимний лес») минимизирует риски поражения грибком.
Опыт и репутация производителя. Доверие вызывает компания с многолетним стажем, которая не только производит, но и сама занимается строительством. Насторожить должно нежелание производителя нести ответственность после отгрузки материала.
Технология соединений. Чаши (угловые соединения) должны нарезаться на производстве методом «лабиринтного замка» или «со смещением» на современных станках. Это делает углы дома менее продуваемыми по сравнению с простыми «прямыми» чашами или соединениями, сделанными бензопилой на месте.

Оптимальное сечение. Для круглогодичного проживания в средней полосе России оптимальным считается сечение 150x200 мм (фактически 140x190 мм после обработки). Стена толщиной 200 мм обеспечивает хорошую теплоизоляцию. Брус высотой 150 мм меньше подвержен кручению при усадке, что снижает риск появления щелей. Кроме того, в таком брусе трещины образуются реже и они мельче, чем в брусе 200x200 мм, при этом стоимость кубометра ниже примерно на 10%.
Влажность и сушка. Брус камерной сушки предпочтительнее материала естественной влажности. Он меньше подвержен гниению, более геометрически стабилен (обрабатывается уже после сушки), а самый дефектный брус отбраковывается еще на производстве. Заявления о «естественной сушке» от производителей без сушильных камер часто являются маркетинговым ходом.
Контроль трещинообразования. Признак качественного производства — наличие компенсационных пропилов на скрытых сторонах бруса перед сушкой. Они направляют напряжение и позволяют трещинам образовываться в незаметных местах. Полное отсутствие трещин при покупке — не показатель, они появятся позже. Их раскрытию препятствует специальный профиль, где крайние шипы выше центрального. Вес дома давит на наружные поверхности, сжимая волокна и минимизируя боковые трещины.

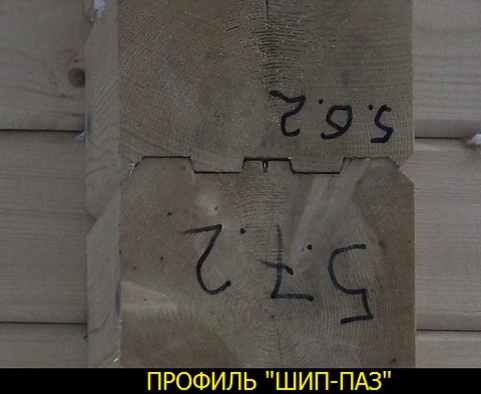
Профиль «шип-паз». Наличие этой системы в профиле бруса (в отличие от гладкого) предотвращает горизонтальное смещение и выкручивание брусьев в стене, повышая жесткость конструкции.
Герметичность соединений. Расстояние между шипами профиля должно быть меньше ширины уплотнительной джутовой ленты. Это обеспечивает ее надежное пережатие при сборке, что герметизирует шов и защищает от продувания.
Точность производства. Ровность стен зависит от геометрической идентичности каждого бруса. Этого можно добиться только при использовании современных четырехсторонних станков, которые обрабатывают заготовку со всех сторон за один проход. Профилирование на односторонних станках ведет к погрешностям.
Инструмент и обработка. Стабильность профиля на всем производстве обеспечивают сменные фрезы с одноразовыми ножами. Более дешевые затачиваемые фрезы со временем теряют точность. Также качественный брус должен быть обработан защитными составами (биозащита, антипирены) методом полного погружения еще на заводе.
Открытость производителя. Добросовестная компания открыта для диалога: позволяет посетить производство, показывает построенные объекты, имеет многоступенчатую систему контроля качества. Если производитель избегает таких контактов — это тревожный сигнал.
Если запомнить все критерии сложно, можно ориентироваться на проверенных производителей с безупречной репутацией, таких как ПСК «Русский лес» из Перми, где внедрены передовые технологии производства.
Больше интересных статей здесь: Стройка.
Источник статьи: Лучший профилированный брус.



