Содержание статьи:
- Основные причины прилипания электродов к металлу
- Как правильно просушить влажные электроды
- Важность подготовки поверхности металла
- Как настроить сварочный ток: расчёт и практические советы

Многие сварщики, особенно начинающие, сталкиваются с распространённой проблемой — электрод прилипает к заготовке в начале или в процессе работы. В идеальных условиях, при верно подобранных параметрах и сухих расходниках, этого происходить не должно. Однако на практике такая ситуация возникает часто, серьёзно замедляя работу и ухудшая качество шва. В этой статье мы детально разберём, почему электроды липнут к металлу и как эффективно устранить эту неполадку.
Основные причины прилипания электродов к металлу
Проблема залипания обычно не возникает сама по себе — ей предшествует одна или несколько ошибок в подготовке или процессе сварки. Можно выделить пять ключевых факторов, приводящих к этому:
- Повышенная влажность электродов;
- Недостаточная или некачественная подготовка поверхности металла;
- Некорректные настройки сварочного аппарата (в первую очередь, силы тока);
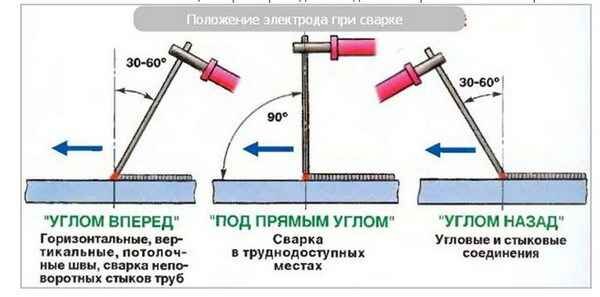
- Технические ошибки сварщика: неправильный поджиг дуги, слишком маленькое расстояние между электродом и заготовкой;
- Наличие на металле загрязнений, окалины, краски или толстого слоя ржавчины.

Каждая из этих причин нарушает стабильность сварочной дуги, что и приводит к прилипанию. Для успешной работы необходимо последовательно исключать все возможные проблемы, начиная с проверки состояния электродов.
Как правильно просушить влажные электроды
Первое, на что стоит обратить внимание при частом залипании, — это сухость расходных материалов. Сырые электроды будут липнуть к металлу практически гарантированно, независимо от мастерства сварщика и настроек аппарата. Вся суть в обмазке (покрытии) электрода: она гигроскопична и активно впитывает влагу из воздуха. Если хранить пачку в сыром помещении или без герметичной упаковки, обмазка отсыреет.
Обратите внимание: Рассказываю, почему появляются трещины на домах и как определить причины этих развалов.
В таком случае электроды необходимо прокалить — прогреть для удаления излишков влаги.
Стандартный метод прокалки — использование бытовой духовки. Электроды прогревают при температуре 200–250 °C в течение примерно одного часа. Важно уточнить точные параметры (температуру и время) для конкретной марки электродов — эта информация обычно указана на упаковке. Помните, что многократная прокалка ухудшает свойства обмазки, поэтому злоупотреблять этой процедурой не стоит.
Важность подготовки поверхности металла
Ещё одна частая причина проблем — грязная или окисленная поверхность заготовки. Ржавчина, масло, краска или простая грязь создают барьер и ухудшают электрический контакт, из-за чего дуга зажигается нестабильно, и электрод прилипает.
Как настроить сварочный ток: расчёт и практические советы
Неправильно выбранная сила тока — вторая по значимости причина залипания. Ток должен быть достаточным для стабильного поддержания дуги, но не чрезмерным, чтобы не прожигать металл. Настройка напрямую зависит от диаметра используемого электрода.
Например, для электрода диаметром 3 мм начальным значением будет ток силой 90–120 Ампер. Однако это ориентир, а не строгое правило. Окончательную настройку всегда нужно проводить с учётом толщины металла, положения шва и конкретных условий работы, делая пробные проходы.
Смотрите также:
 Что такое стилоскопирование сварных швов, зачем и когда делаютdugasvarka.ru
Что такое стилоскопирование сварных швов, зачем и когда делаютdugasvarka.ru Как отличить настоящую нержавейку. Какой дымоход нельзя покупать?dugasvarka.ru
Как отличить настоящую нержавейку. Какой дымоход нельзя покупать?dugasvarka.ru Как включить самоочистку дымохода. Только эффективные способыdugasvarka.ru
Как включить самоочистку дымохода. Только эффективные способыdugasvarka.ru Экстрактор сломанных болтов: виды и характеристикиdugasvarka.ru
Экстрактор сломанных болтов: виды и характеристикиdugasvarka.ru Чем лучше варить - электродом или полуавтоматом?dugasvarka.ru
Чем лучше варить - электродом или полуавтоматом?dugasvarka.ru Куда применить нерабочий жесткий диск от компьютераdugasvarka.ru
Куда применить нерабочий жесткий диск от компьютераdugasvarka.ru#сварочное дело #строительство #электроды прилипают #сделай сам
Больше интересных статей здесь: Стройка.
Источник статьи: Прилипают электроды - что делать, в чем могут быть причины.




