Об универсальности УШМ или болгарки можно судить хотя бы по самой популярной оснастки для нее – дисках, которые делятся на отрезные (абразивные и алмазные), обдирочные (корд-щетки), зачистные, заточные (толщиной от 6 мм), шлифовальные и полировальные. Также разнообразию работ, выполняемых этим инструментом, способствует расположение осей двигателя и инструмента под углом 90 градусов по отношению друг к другу.
Область применения этой шлифовальной машины можно еще расширить, а также повысить производительность и эффективность с помощью съемной оснастки, изготовленной самостоятельно, если приложить некоторое усилие и старание. Причем мы можем обойтись обычными материалами и простыми инструментами.

Кроме болгарки, которую мы собираемся улучшить, нам потребуется:
Из материалов нам будут нужны:

С помощью болгарки отрезаем заготовки необходимых размеров от листового металла или полосы, а также стального уголка.

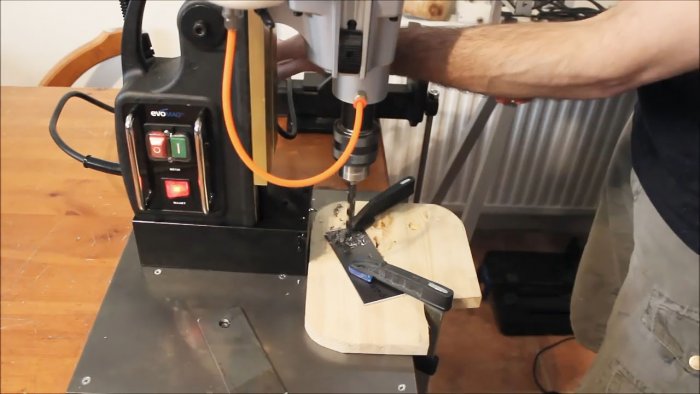
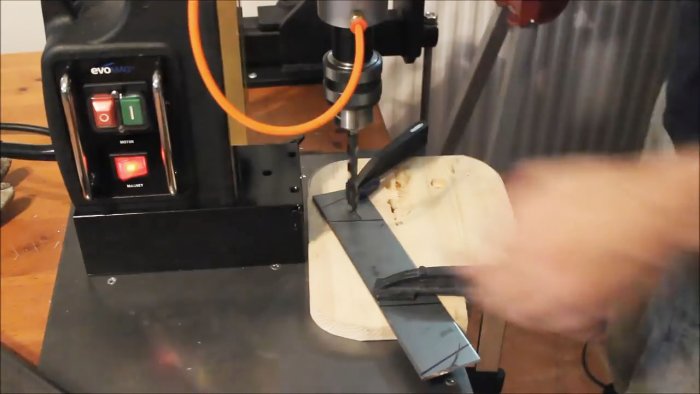
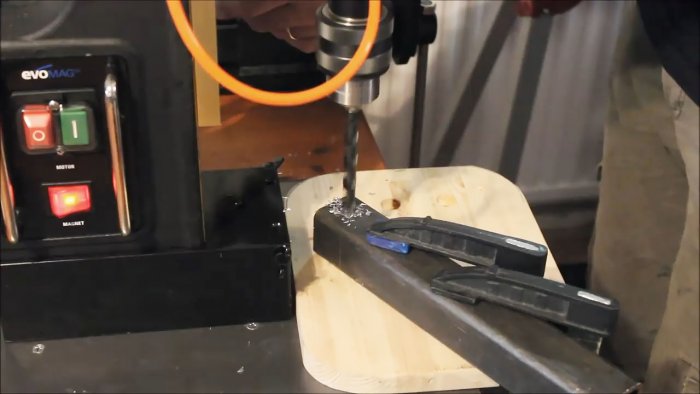
Все края и углы заготовок обрабатываем и скругляем с помощью шлифовального круга. Производим разметку и выполняем отверстия нужного диаметра в заготовках на сверлильном станке.
В отверстия с резьбой по бокам болгарки вкручиваем заранее приготовленные шпильки.

С помощью, закрепленной на столе мини-дрели с пальчиковой фрезой, снимаем фаски в отверстиях заготовок. Закрепляем на болгарке две пластины, используя шпильки и гайки. В месте схождения пластин будет приварен болт с круглой головкой под шестигранник и резьбой под гайку.

На листогибочном станке делаем отбортовку под 30 градусов с узкой стороны большой заготовки из листового металла.

От узкой полосы металла по разметке вырезаем отрезным диском элемент в виде равносторонней трапеции и посередине выполняем отверстие на сверлильном станке.
В этом и других отверстиях в заготовках снимаем фаски с помощью пальчиковой фрезы, закрепленной на валу мини-дрели.
В отверстие элемента в форме равносторонней трапеции вставляем хвостовик ручки болгарки и с другой стороны пластины накручиваем и затягиваем гайку, которую впоследствии приварим к пластине.

В профильной квадратной трубе сверлим сквозное отверстие через две противоположные стороны. Также сверлим на одной полке стального уголка по краям по отверстию.

Отрезаем болгаркой от профильной квадратной трубы элемент с ранее просверленным отверстием.

Устанавливаем на шпильки полоски с отверстиями и закрепляем их гайками. Место схождения пластин выверяем прямоугольным угольником, в вертикальной и горизонтальной плоскости, отпуская или затягивай гайки на шпильках. После чего, гайки окончательно затягиваем.

Гайку, навернутую на резьбу ручки болгарки, привариваем к пластине в виде равносторонней трапеции.

Пластину-трапецию с приваренной гайкой накладываем на сходящиеся пластины, закрепленные на болгарке, и привариваем ее в том месте, где она совпадает в плане с нижними пластинами.

Привариваем болт с круглой головкой к месту схождения пластин на болгарке, причем головка должна располагаться со стороны установки диска на болгарку.

Снимаем сходящиеся пластины с болгарки и окончательно привариваем болт к ним. Все сварочные соединения шлифуем шлифовальным диском.
На болт, приваренный к сходящимся пластинам, используя отверстия, устанавливаем фрагмент профильной трубы и затягиваем его гайкой.
Ставим оснастку с болгаркой на пластину с отбортовкой. Причем фрагмент профильной трубы должен с одной стороны совпадать с длиной стороной пластины, а другой упираться в основание отбортовки.
Привариваем в таком положении к пластине фрагмент профильной трубы, перед этим убедившись, что его стороны перпендикулярны боковой стороне пластины-основания.
Чтобы было удобно варить, оснастку вместе с болгаркой убираем, оставив лишь на пластине фрагмент квадратной трубы.
После его окончательной установки, привариваем ближе к другому краю пластины стальной уголок с отверстиями и по длине совпадающий с шириной пластины.

Вырезаем наружную половину вертикальной полки уголка с помощью болгарки. Зачищаем все швы и места обработки шлифовальным кругом.
Красим сваренные узлы черной краской их аэрозольного баллончика. Собираем все части оснастки на болгарке с помощью шпилек, гаек и болтов.


Контролируем расстояние от диска до края пластины-ползуна. Оно должно быть везде одинаковым.

Болгарка, закрепленная на ползуне, может совершать вокруг болта движения в вертикальной плоскости наподобие диска маятниковой пилы.

Теперь УШМ с такой оснасткой можно быстро и точно раскраивать листовой металл, вырезать прямоугольные фрагменты, зачищать кромки, по направляющей отрезать от длинного листа узкие полоски с высокой точностью, разрезать трубный и полосовой материал, скруглять углы на заготовках, заменив отрезной диск на шлифовальный, очищать заготовки от ржавчины, придавать им товарный вид и т. д.



Так же читайте, как сделать очень простую стойку для болгарки - https://sdelaysam-svoimirukami.ru/4355-prostaya-stoyka-dlya-bolgarki.html
Область применения этой шлифовальной машины можно еще расширить, а также повысить производительность и эффективность с помощью съемной оснастки, изготовленной самостоятельно, если приложить некоторое усилие и старание. Причем мы можем обойтись обычными материалами и простыми инструментами.
Понадобится
- сверлильный станок;
- мини-дрель;
- листогибочный станок;
- сварочное оборудование;
- гаечные ключи;
- измерительный инструмент.
Из материалов нам будут нужны:
- листовой металл толщиной 2 мм;
- стальной равнополочный уголок;
- профильная квадратная труба;
- болт с круглой головкой под шестигранник;
- шпильки, гайки, шайбы;
- баллончик аэрозольной краски черного цвета.
Технология изготовления съемной оснастки
С помощью болгарки отрезаем заготовки необходимых размеров от листового металла или полосы, а также стального уголка.
Все края и углы заготовок обрабатываем и скругляем с помощью шлифовального круга. Производим разметку и выполняем отверстия нужного диаметра в заготовках на сверлильном станке.
В отверстия с резьбой по бокам болгарки вкручиваем заранее приготовленные шпильки.
С помощью, закрепленной на столе мини-дрели с пальчиковой фрезой, снимаем фаски в отверстиях заготовок. Закрепляем на болгарке две пластины, используя шпильки и гайки. В месте схождения пластин будет приварен болт с круглой головкой под шестигранник и резьбой под гайку.
На листогибочном станке делаем отбортовку под 30 градусов с узкой стороны большой заготовки из листового металла.
От узкой полосы металла по разметке вырезаем отрезным диском элемент в виде равносторонней трапеции и посередине выполняем отверстие на сверлильном станке.
В этом и других отверстиях в заготовках снимаем фаски с помощью пальчиковой фрезы, закрепленной на валу мини-дрели.
В отверстие элемента в форме равносторонней трапеции вставляем хвостовик ручки болгарки и с другой стороны пластины накручиваем и затягиваем гайку, которую впоследствии приварим к пластине.
В профильной квадратной трубе сверлим сквозное отверстие через две противоположные стороны. Также сверлим на одной полке стального уголка по краям по отверстию.
Отрезаем болгаркой от профильной квадратной трубы элемент с ранее просверленным отверстием.
Устанавливаем на шпильки полоски с отверстиями и закрепляем их гайками. Место схождения пластин выверяем прямоугольным угольником, в вертикальной и горизонтальной плоскости, отпуская или затягивай гайки на шпильках. После чего, гайки окончательно затягиваем.
Гайку, навернутую на резьбу ручки болгарки, привариваем к пластине в виде равносторонней трапеции.
Пластину-трапецию с приваренной гайкой накладываем на сходящиеся пластины, закрепленные на болгарке, и привариваем ее в том месте, где она совпадает в плане с нижними пластинами.
Привариваем болт с круглой головкой к месту схождения пластин на болгарке, причем головка должна располагаться со стороны установки диска на болгарку.
Снимаем сходящиеся пластины с болгарки и окончательно привариваем болт к ним. Все сварочные соединения шлифуем шлифовальным диском.
На болт, приваренный к сходящимся пластинам, используя отверстия, устанавливаем фрагмент профильной трубы и затягиваем его гайкой.
Ставим оснастку с болгаркой на пластину с отбортовкой. Причем фрагмент профильной трубы должен с одной стороны совпадать с длиной стороной пластины, а другой упираться в основание отбортовки.
Привариваем в таком положении к пластине фрагмент профильной трубы, перед этим убедившись, что его стороны перпендикулярны боковой стороне пластины-основания.
Чтобы было удобно варить, оснастку вместе с болгаркой убираем, оставив лишь на пластине фрагмент квадратной трубы.
После его окончательной установки, привариваем ближе к другому краю пластины стальной уголок с отверстиями и по длине совпадающий с шириной пластины.
Вырезаем наружную половину вертикальной полки уголка с помощью болгарки. Зачищаем все швы и места обработки шлифовальным кругом.
Красим сваренные узлы черной краской их аэрозольного баллончика. Собираем все части оснастки на болгарке с помощью шпилек, гаек и болтов.
Контролируем расстояние от диска до края пластины-ползуна. Оно должно быть везде одинаковым.
Болгарка, закрепленная на ползуне, может совершать вокруг болта движения в вертикальной плоскости наподобие диска маятниковой пилы.
Возможности болгарки с оснасткой
Теперь УШМ с такой оснасткой можно быстро и точно раскраивать листовой металл, вырезать прямоугольные фрагменты, зачищать кромки, по направляющей отрезать от длинного листа узкие полоски с высокой точностью, разрезать трубный и полосовой материал, скруглять углы на заготовках, заменив отрезной диск на шлифовальный, очищать заготовки от ржавчины, придавать им товарный вид и т. д.
Так же читайте, как сделать очень простую стойку для болгарки - https://sdelaysam-svoimirukami.ru/4355-prostaya-stoyka-dlya-bolgarki.html
Смотрите видео




