Некоторые самодельные устройства привлекают внимание не только своей практической пользой, но и нестандартным инженерным решением. Ярким примером такого творчества служит кодовый замок, который можно изготовить своими руками, используя в качестве основы обычный болт. Этот проект потребует от мастера терпения, аккуратности и навыков работы с металлом.

Что потребуется для работы
Для реализации этого проекта необходимы не только материалы, но и специальное оборудование. Подготовьте следующее:

- Болт из нержавеющей стали М20 × 70.
- Накатное колесо для формирования насечки.
- Средства для нанесения цифр на кодовые колеса.
- Стальные шарики небольшого диаметра.
- Пружинная стальная проволока двух типов: 0,3 мм и 0,8 мм.
Из инструментов и станков понадобятся:
- Токарный, сверлильный и фрезерный станки.
- Слесарные тиски.
- Пассатижи.
- Ножовка по металлу.
- Гриндер (шлифовальный станок).
- Ножницы по металлу и для бумаги.
- Оправки для навивки пружин и установки стопорного кольца.
Технология изготовления замка
Процесс создания замка можно разделить на три основных этапа: изготовление деталей и узлов, их сборка и, наконец, установка персональной кодовой комбинации.
Изготовление деталей и узлов
Боковые накладки замка
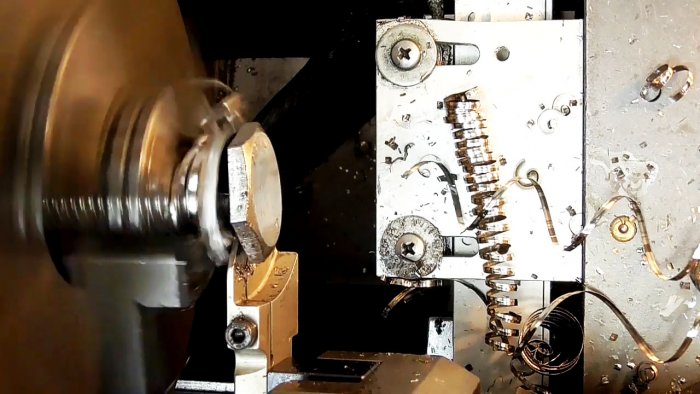
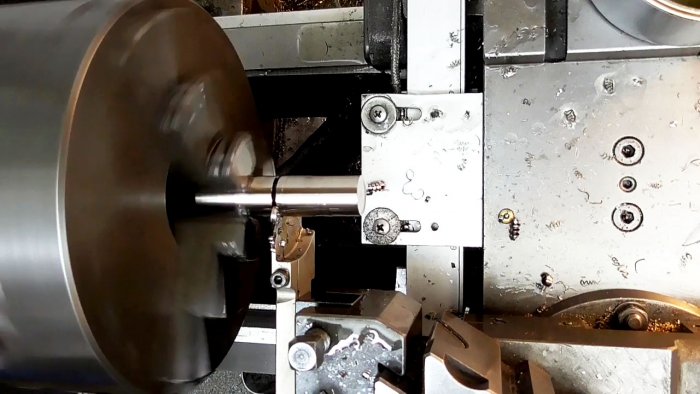
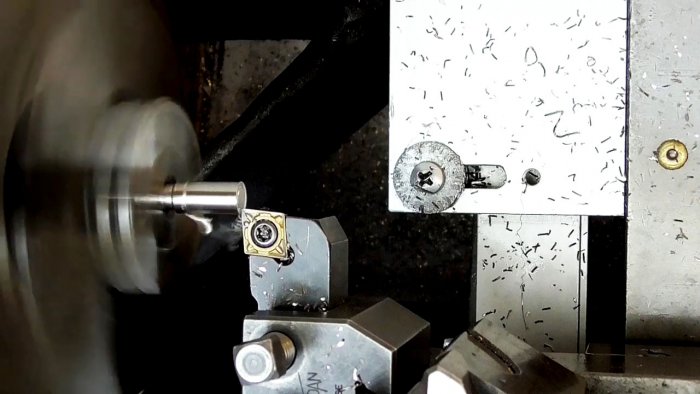
Работа начинается с болта. На токарном станке головка болта разрезается на две равные половины, а его стержень протачивается до глубины резьбового профиля.
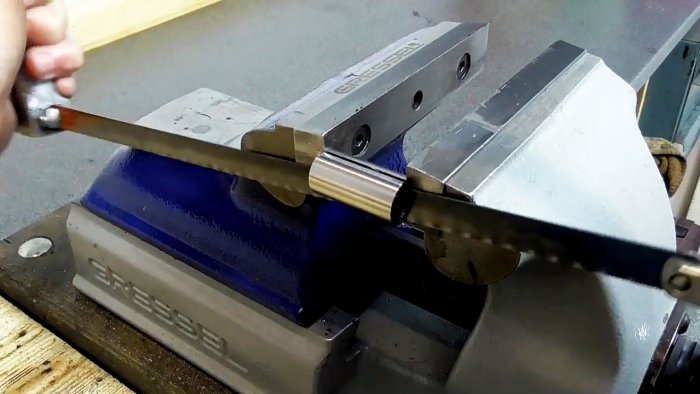
Затем каждую часть стержня зажимают в тисках и аккуратно распиливают ножовкой вдоль, получая две продольные половины.

На одну из получившихся шестигранных пластин с помощью шаблона наносится контур будущей боковой накладки замка.

Склеенные для удобства обработки шестигранники обтачиваются на гриндере по намеченному контуру. На концах заготовок сверлятся отверстия.


В эти отверстия вставляются «ножки» круглых шаблонов, которые помогают точно вывести окончательный контур боковых накладок на гриндере.

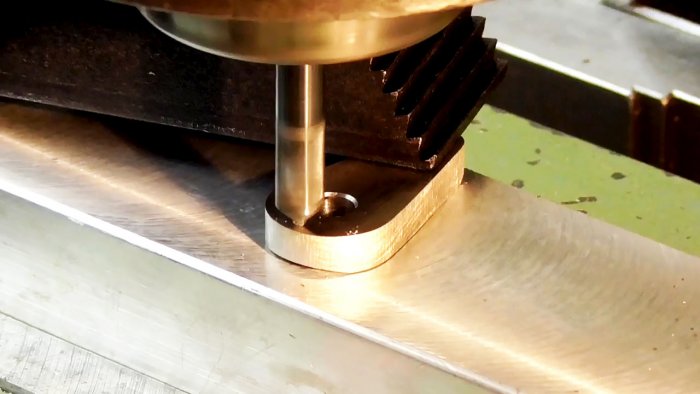
На сверлильном станке с помощью сверла и концевой фрезы в накладках формируется финальный профиль отверстий. Вокруг центрального большого отверстия равномерно по кругу фрезой создается 9 углублений.
Все поверхности боковых накладок тщательно полируются мягким кругом до зеркального блеска.


Изготовление штифтов
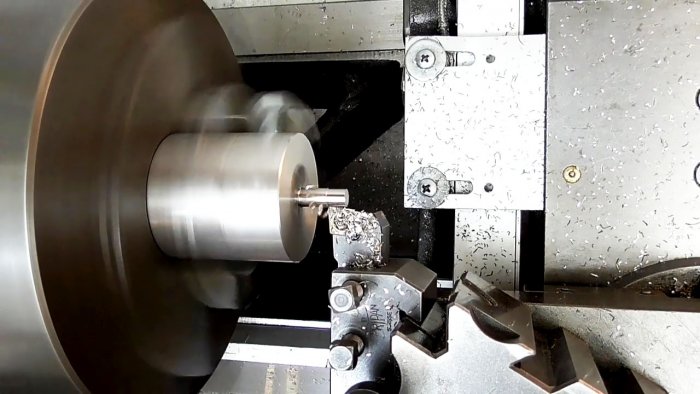
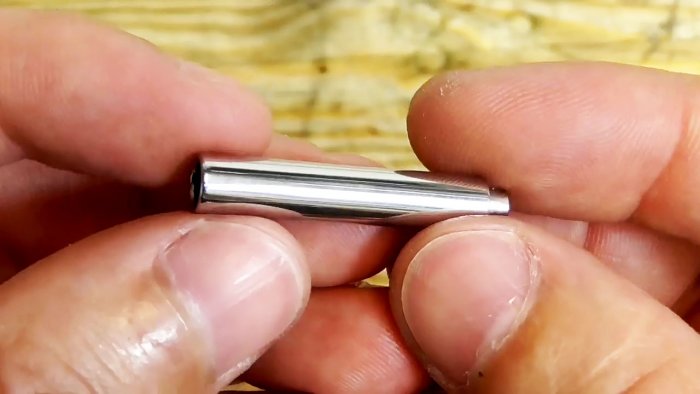
Из четырех полуцилиндров, зажатых в специальном приспособлении, на токарном станке вытачивается круглый стержень.



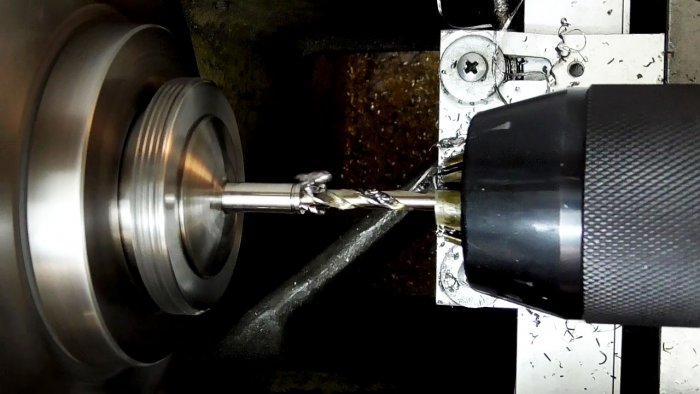
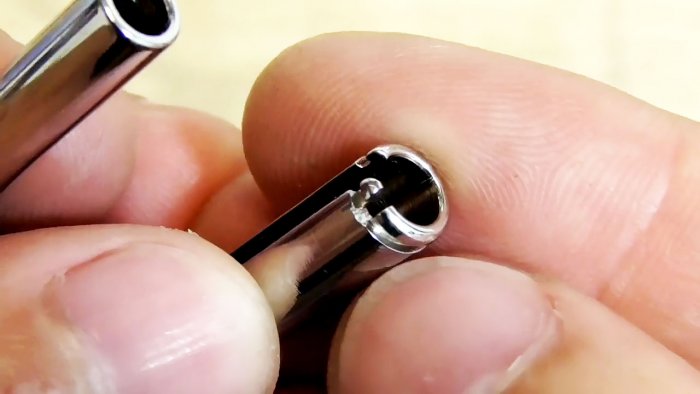
Первый штифт, который будет располагаться со стороны крепления, имеет с одной стороны посадочное место, а с другой — кольцевой паз под стопорное кольцо и глухое отверстие.

В этом штифте фрезой выполняется продольный паз на всю длину глухого отверстия.




Второй штифт (также со стороны крепления) представляет собой сплошной цилиндр с посадочным местом и глухим продольным отверстием.



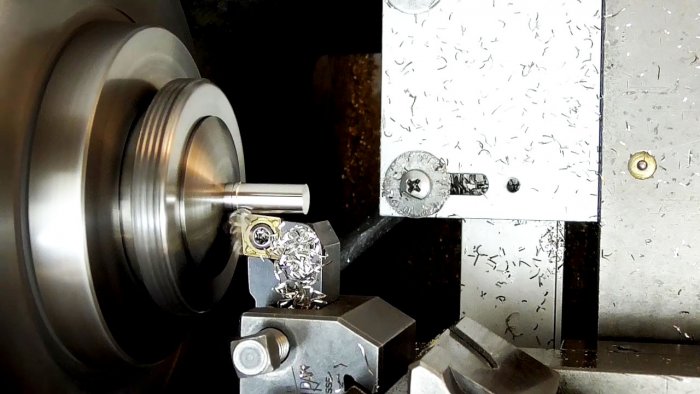
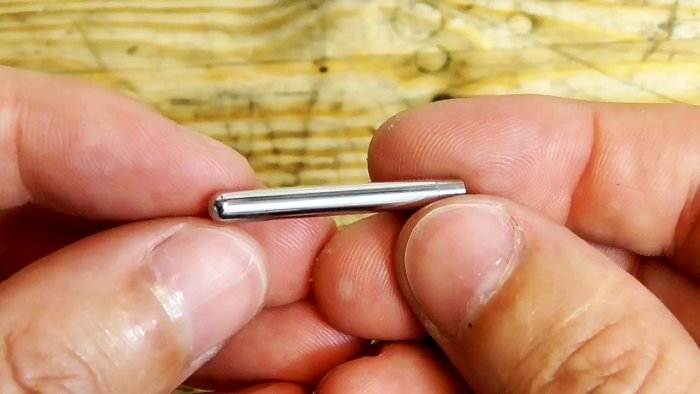
Третий штифт, выполняющий роль ключа с подвижной стороны, также протачивается в цилиндр. Затем его зажимают в патроне со смещением оси, чтобы при обработке резцом сформировать эксцентричный шип меньшего диаметра.



Далее фрезерованием по обеим сторонам шипа создаются две полки, в результате чего стержень приобретает сложный профиль с гранями и дугами.

Той же фрезой симметрично уменьшается сечение стержня с более широкой стороны.

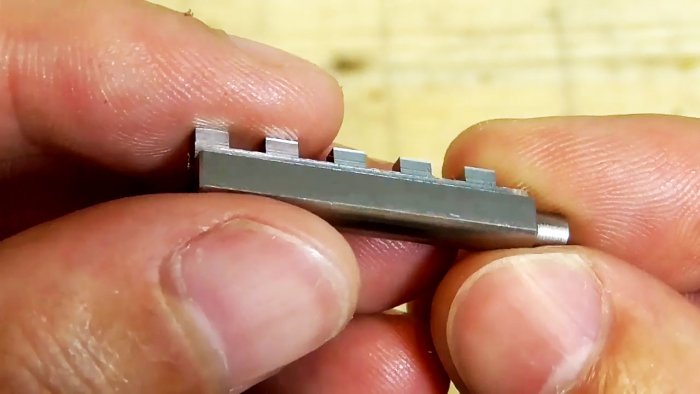
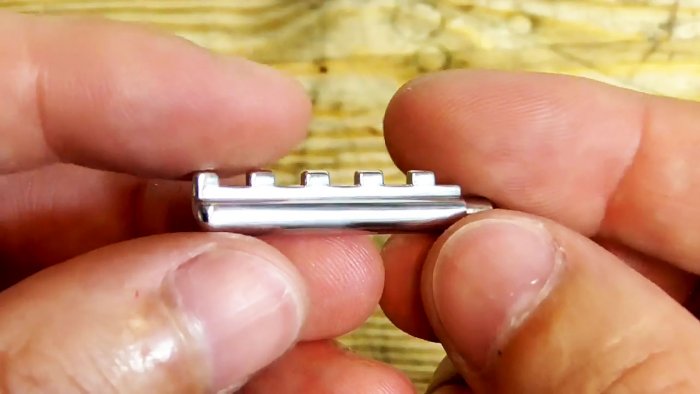
Концевой фрезой на стержне выполняются 5 одинаковых прямоугольных проточек, образующих 5 выступов. С помощью напильников, надфилей и наждачной бумаги этим выступам придается окончательная форма, скругляются кромки. Все штифты, включая этот, полируются.


Готовый стержень вставляется на свое место в боковую накладку. Четвертый штифт (верхний вал с подвижной стороны) протачивается под размер отверстия в накладке, а один его торец оформляется в полусферу и также устанавливается на место.


Сварка, шлифовка и полировка
Все штифты привариваются с обратной стороны к боковым пластинам замка.

Сварные швы аккуратно шлифуются и полируются на гриндере. Кромки скругляются напильником, доводятся наждачной бумагой и окончательно полируются.

На торце штифта с продольной прорезью формируется паз. Проверяется точность вхождения подвижных штифтов в отверстия неподвижных.


Латунные кодовые колеса
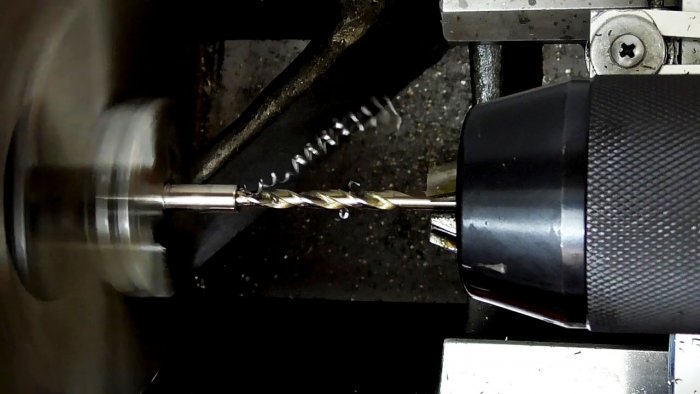
Изготавливаются 4 латунных кодовых колеса. Заготовки протачиваются, в центре сверлится сквозное отверстие, которое с одной стороны расширяется на определенную глубину.




Пятое колесо отличается наличием центральной проточки с обеих сторон разной глубины. Цифры для нанесения на боковую поверхность (образующую) колес печатаются на силиконизированной бумаге в зеркальном отражении.
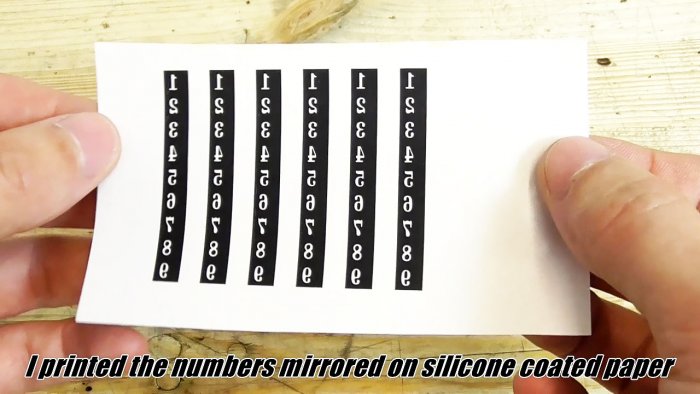
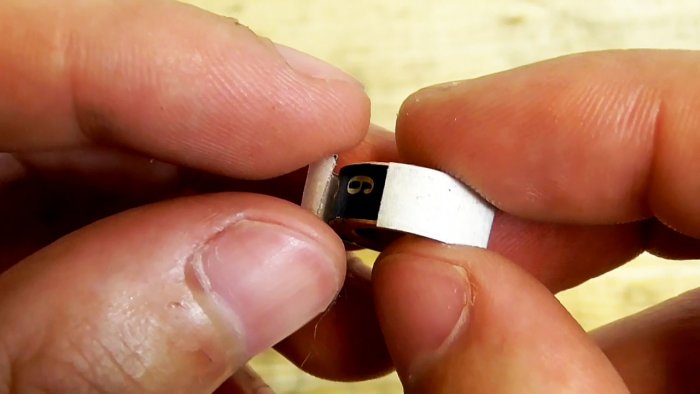
Вертикальные полоски с цифрами вырезаются и наклеиваются на образующие колес.

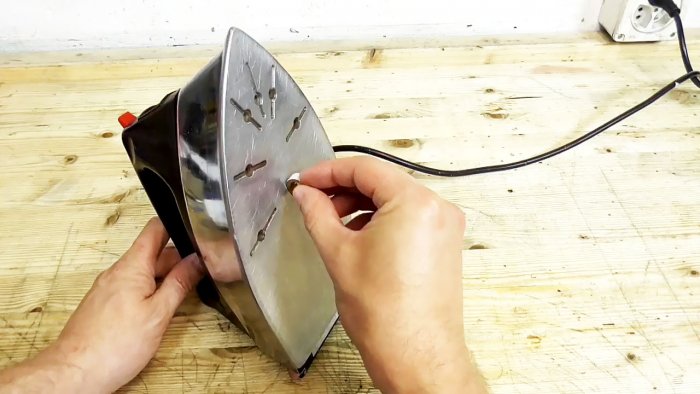
Цифры переводятся на металл путем прокатки колеса по подошве горячего утюга. Бумага отделяется, а слой силикона с цифрами прочно пристает к поверхности.
Все поверхности колес, кроме образующих с цифрами, покрываются ногтевым лаком для защиты.

Колеса нанизываются на проволоку, помещаются в кювету и заливаются раствором хлорида железа для травления на 45 минут. Эта операция придает металлу привлекательный вид и делает цифры контрастными.


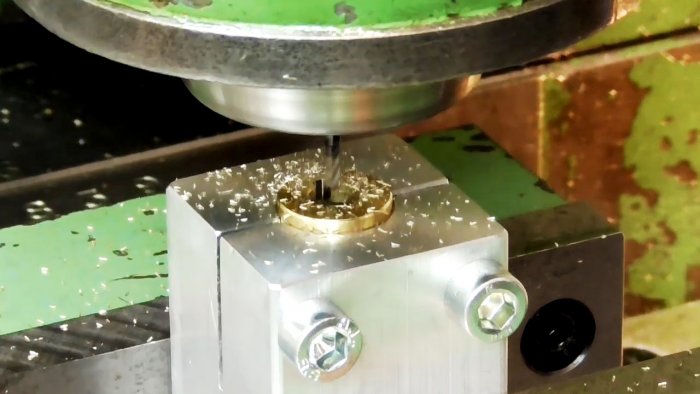
Далее колеса зажимаются на оправке в патроне токарного станка, обрабатываются наждачной бумагой и полируются. В каждом колесе на фрезерном станке выполняется полукруглый паз, выходящий в центральное отверстие. На торцах равномерно по кругу создается 9 углублений.

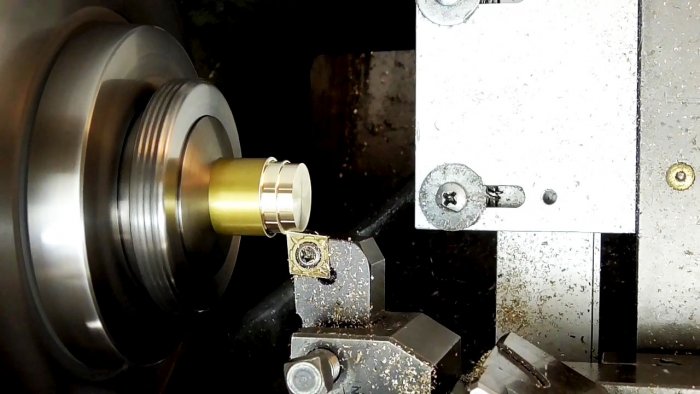
Каждое колесо по отдельности закрепляется на оправке в токарном станке. К нему подводится накатное колесо, поверхности смазываются маслом, и на боковой поверхности накатывается круговая насечка.


Заусенцы с торца насечки удаляются резцом. В торцах колес с насечкой, напротив полукруглого паза, сверлятся глухие отверстия диаметром 0,8 мм.

Колеса снова поочередно надеваются на оправку. Углубления с цифрами заполняются черной краской, излишки удаляются путем прижатия плоской поверхности к вращающемуся колесу, а затем мягкой тканью.



Финальная сборка и установка кода
На токарном станке с помощью специальной оправки из проволоки 0,3 мм изготавливаются 5 небольших пружин.

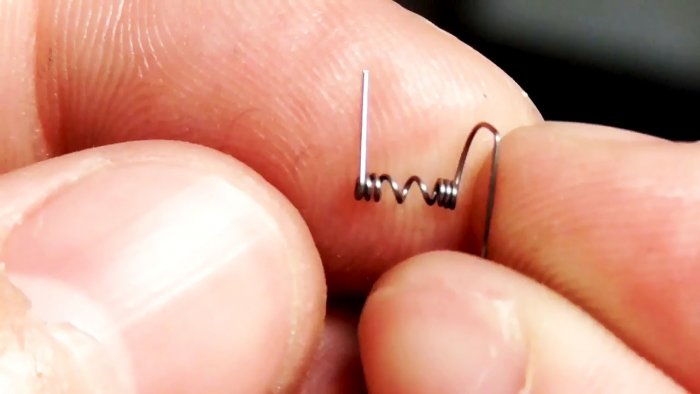
Для сборки, помимо пружин, потребуются 5 стальных шариков диаметром 2 мм.

В глухие отверстия в колесах вставляются пружины, которые сверху прикрываются шариком.


Все 5 колес с установленными пружинами и шариками нанизываются на верхний вал. Из более толстой проволоки (0,8 мм) в тисках с помощью пассатижей изготавливается стопорное кольцо, которое будет фиксировать колеса на валу.

Один конец стопора заводится пинцетом в паз на торце вала, стопор придавливается по центру, после чего его второй конец надежно охватывает и фиксирует всю сборку.


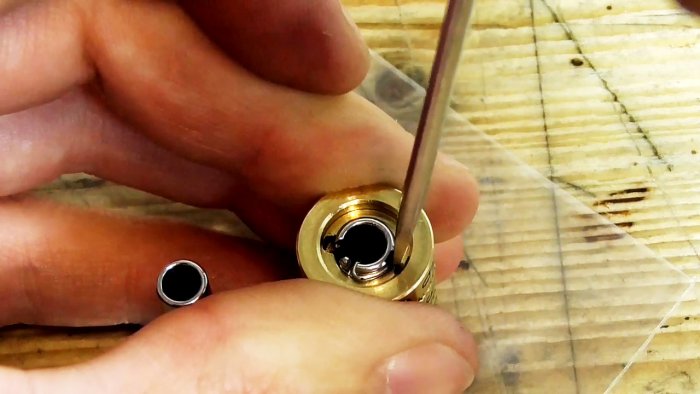
Остается установить вторую боковину замка со своими штифтами на место. Механизм собран, но пока заблокирован, так как на колесах установлена случайная комбинация. Персональный код задается уникальным расположением фиксирующих элементов внутри каждого колеса, что делает каждый замок эксклюзивным.