Без тисков многие работы станут трудновыполнимыми, а другие вообще останутся нереализованными. Цена обычных слесарных тисков – от 5000 рублей, сумма немалая. Есть смысл сделать их самому, т. к. для этого не нужны особые навыки, инструменты и материалы.
Нужный для изготовления тисков основной материал можно отыскать среди негодного хлама:
равносторонний уголок; кусок металлического листа; небольшая стальная полоска; скотч и писчая бумага.
Следующие комплектующие обойдутся нам в минимальную сумму:
7 одинаковых гаек и одна большая шайба; ходовой винт; 4 крепежных набора (гайка, болт, шайба); краска в аэрозольном баллончике.
В наличии также должны быть следующие инструменты и приспособления:
болгарка; сварка; дрель; струбцины и клещи; отвертка и щетка; угольник и карандаш.
Из двух равнополочных уголков свариваем трубу квадратного сечения.

Из того же уголка делаем элементы квадратной в сечении направляющей, в которой профильная труба свободно перемещалась бы, а зазоры были бы минимальными.



Из листа металла толщиной 5-6 мм вырезаем по разметке квадрат требуемых размеров.

Устраняем заусенцы и подравниваем края.
Примеряем квадратную пластину, трубу и элементы направляющей в том порядке, в котором они будут находиться в действующем изделии.
Свариваем детали направляющей, а для минимизации зазоров на квадратную трубу накладываем свернутую в несколько раз писчую бумагу.

Тщательно обрабатываем поверхность направляющей.
На одной из сторон квадратной трубы вырезаем от торца продольную сквозную щель, не доходящую до второго торца 3 см.

Размечаем квадратную пластину и по центру параллельно двум сторонам привариваем полоску металла, а посередине – две сомкнутые гайки.


Ввертываем в них ходовой винт. Еще раз выверяем точность установки гаек и винта и, укрыв резьбу тканью, привариваем гайки между собой и к полоске.

Перемещаем винт в одну сторону до предела и отрезаем лишнее. Зачищаем сварочные швы.
Убеждаемся, что ходовой винт и квадратная пластина, свободно перемещаются в квадратной трубе с нижним вырезом.

Устанавливаем поверх трубы направляющую и надежно привариваем ее к пластине двойным швом, очищая окалину отверткой и металлической щеткой. В конце швы зачищаем болгаркой.

Скругляем грани одной из гаек, наворачиваем на ходовой винт до нужного места и привариваем ее там, защищая резьбу от брызг металла уголком.
На передний торец трубы с ходовым винтом, накладываем и привариваем П-образную пластину.


Устанавливаем на винт большую шайбу, навинчиваем гайку и клещами, ухватив за конец, проверяем его ход.

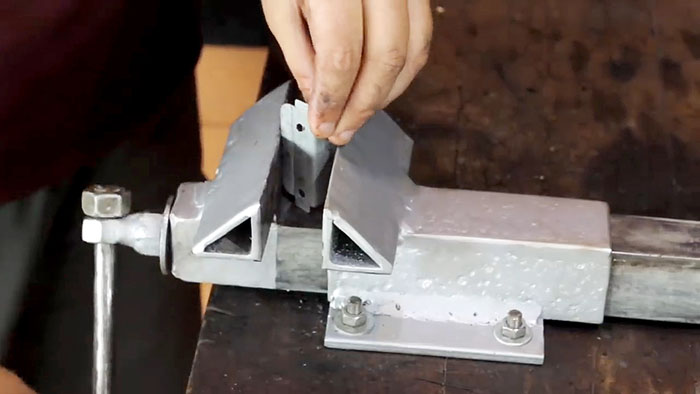
Сверху на квадратную трубу навариваем упор. Вворачиваем ходовой винт до ограничителя.
В этом положении привариваем к трубе подвижную губку из уголка и неподвижную – к направляющей, удерживая в сомкнутом положении клещами.


После этого узлы разбираем и укрепляем губки приваркой с тыльной стороны жестких упоров по всей ширине. Тщательно зачищаем швы болгаркой.

Из остатка ходового винта делаем ворот для перемещения губок, удаляя резьбу с поверхности, но оставляя по концам для наворачивания гаек.
Отворачиваем одну гайку и надеваем на ручку третью, которую привариваем к торцу ходового винта, а крайние – к концам ворота.

Переворачиваем квадратную пластину и в углах сверлим отверстия для крепления к верстаку.

Разбираем тиски, квадратную трубу с подвижной губкой закрываем бумагой и скотчем, и окрашиваем все узлы.
Выполняем в столешнице отверстия, крепим вначале основание с направляющим узлом и неподвижной губкой, в который вставляем подвижный элемент, и с помощью ворота ходового винта смыкаем губки. Тиски готовы к работе.

Понадобится
Нужный для изготовления тисков основной материал можно отыскать среди негодного хлама:
Следующие комплектующие обойдутся нам в минимальную сумму:
7 одинаковых гаек и одна большая шайба; ходовой винт; 4 крепежных набора (гайка, болт, шайба); краска в аэрозольном баллончике.
В наличии также должны быть следующие инструменты и приспособления:
болгарка; сварка; дрель; струбцины и клещи; отвертка и щетка; угольник и карандаш.
Ход работы над тисками
Из двух равнополочных уголков свариваем трубу квадратного сечения.
Из того же уголка делаем элементы квадратной в сечении направляющей, в которой профильная труба свободно перемещалась бы, а зазоры были бы минимальными.
Из листа металла толщиной 5-6 мм вырезаем по разметке квадрат требуемых размеров.
Устраняем заусенцы и подравниваем края.
Примеряем квадратную пластину, трубу и элементы направляющей в том порядке, в котором они будут находиться в действующем изделии.
Свариваем детали направляющей, а для минимизации зазоров на квадратную трубу накладываем свернутую в несколько раз писчую бумагу.
Тщательно обрабатываем поверхность направляющей.
На одной из сторон квадратной трубы вырезаем от торца продольную сквозную щель, не доходящую до второго торца 3 см.
Размечаем квадратную пластину и по центру параллельно двум сторонам привариваем полоску металла, а посередине – две сомкнутые гайки.
Ввертываем в них ходовой винт. Еще раз выверяем точность установки гаек и винта и, укрыв резьбу тканью, привариваем гайки между собой и к полоске.
Перемещаем винт в одну сторону до предела и отрезаем лишнее. Зачищаем сварочные швы.
Убеждаемся, что ходовой винт и квадратная пластина, свободно перемещаются в квадратной трубе с нижним вырезом.
Устанавливаем поверх трубы направляющую и надежно привариваем ее к пластине двойным швом, очищая окалину отверткой и металлической щеткой. В конце швы зачищаем болгаркой.
Скругляем грани одной из гаек, наворачиваем на ходовой винт до нужного места и привариваем ее там, защищая резьбу от брызг металла уголком.
На передний торец трубы с ходовым винтом, накладываем и привариваем П-образную пластину.
Устанавливаем на винт большую шайбу, навинчиваем гайку и клещами, ухватив за конец, проверяем его ход.
Сверху на квадратную трубу навариваем упор. Вворачиваем ходовой винт до ограничителя.
В этом положении привариваем к трубе подвижную губку из уголка и неподвижную – к направляющей, удерживая в сомкнутом положении клещами.
После этого узлы разбираем и укрепляем губки приваркой с тыльной стороны жестких упоров по всей ширине. Тщательно зачищаем швы болгаркой.
Из остатка ходового винта делаем ворот для перемещения губок, удаляя резьбу с поверхности, но оставляя по концам для наворачивания гаек.
Отворачиваем одну гайку и надеваем на ручку третью, которую привариваем к торцу ходового винта, а крайние – к концам ворота.
Переворачиваем квадратную пластину и в углах сверлим отверстия для крепления к верстаку.
Разбираем тиски, квадратную трубу с подвижной губкой закрываем бумагой и скотчем, и окрашиваем все узлы.
Выполняем в столешнице отверстия, крепим вначале основание с направляющим узлом и неподвижной губкой, в который вставляем подвижный элемент, и с помощью ворота ходового винта смыкаем губки. Тиски готовы к работе.
Смотрите видео




